
ವಿವಿಧ ಕಾಯಿಲ್ ವೈಂಡಿಂಗ್ ವೈರ್ಗಳು, ಡಬಲ್ ವೈರ್, ಮಲ್ಟಿ ವೈರ್, ಕೇಕ್ ಗಾಯದ ವಿಶೇಷ ಇಂಡಕ್ಟನ್ಸ್, ಪ್ಯಾರಲಲ್ ಎನಾಮೆಲ್ಡ್ ವೈರ್, ವಿವಿಧ ವಿಶೇಷಣಗಳನ್ನು ಕಸ್ಟಮೈಸ್ ಮಾಡಲಾಗಿದೆ
1.jpg)


ಉತ್ಪನ್ನ ವಿವರಣೆ
1. ವೈಶಿಷ್ಟ್ಯಗಳು:ಕಸ್ಟಮೈಸ್ ಮಾಡಿದ ವಿಶೇಷಣಗಳು ಮತ್ತು ನಿರೋಧನ ಪದರದ ಪ್ರಭೇದಗಳು, ಮತ್ತು ಮೇಲ್ಮೈ ಪದರವನ್ನು ಸ್ವಯಂ-ಅಂಟಿಕೊಳ್ಳುವ ಪದರದಿಂದ ಲೇಪಿಸಬಹುದು.
2. ನಿರ್ದಿಷ್ಟತೆ ಶ್ರೇಣಿ:ಒಂದೇ ರೇಖೆಯೊಂದಿಗೆ ಒಂದೇ ಸಾಲು ಆದರೆ ವಿವಿಧ ಬಣ್ಣಗಳು, ವಿಭಿನ್ನ ವಿಶೇಷಣಗಳು ಮತ್ತು ವಿವಿಧ ಪ್ರಭೇದಗಳು (ಏಕ ಸಾಲಿನ ವಿವರಣೆ ಶ್ರೇಣಿ: 0.03mm-0.500mm).
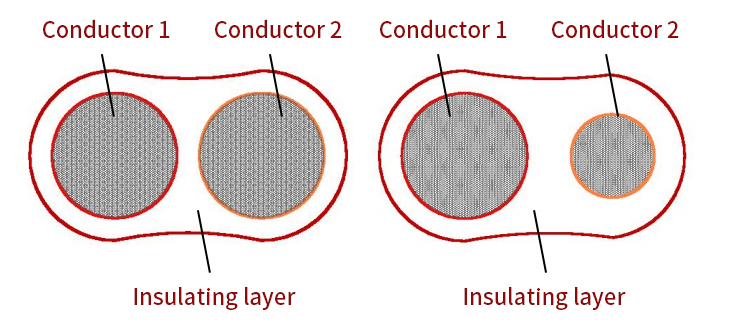
3. ಉತ್ಪನ್ನ ಅಪ್ಲಿಕೇಶನ್:ವಿಶೇಷ ಇಂಡಕ್ಟರ್ಗಳು, RF ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳು ಇತ್ಯಾದಿಗಳಂತಹ ಹೆಚ್ಚಿನ ಬೇಡಿಕೆಯ ಡಬಲ್/ಮಲ್ಟಿ ವೈರ್ ಸಮಾನಾಂತರ ಗಾಯದ ಉತ್ಪನ್ನಗಳಲ್ಲಿ ಇದನ್ನು ಮುಖ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ; ಇದು ವಿಭಿನ್ನ ಬಣ್ಣಗಳು ಮತ್ತು ಸಂಪೂರ್ಣವಾಗಿ ಸ್ಥಿರವಾದ ಪ್ರತಿರೋಧ/ಇಂಡಕ್ಟನ್ಸ್ ಮತ್ತು ಇತರ ನಿಯತಾಂಕಗಳೊಂದಿಗೆ ಎರಡು/ಮೂರು/ಐದು ಕಾಯಿಲ್ ಸಮುದಾಯಗಳಾಗಿ ಅಥವಾ ವಿಭಿನ್ನ ವಿಶೇಷಣಗಳೊಂದಿಗೆ ಆದರೆ ಒಂದೇ ತಂತಿಯ ಉದ್ದವನ್ನು ಹೊಂದಿರುವ ಎರಡು/ಮೂರು/ಐದು ಕಾಯಿಲ್ ಸಮುದಾಯಗಳಾಗಿ ಗಾಯಗೊಳಿಸಬಹುದು.
4. ಸ್ಕೀಮ್ಯಾಟಿಕ್ ರೇಖಾಚಿತ್ರವು ಈ ಕೆಳಗಿನಂತಿರುತ್ತದೆ:

ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಪ್ರಕ್ರಿಯೆಯ ಹರಿವು
1, ಪಾವತಿಸುವುದು:ಸಾಮಾನ್ಯವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಎನಾಮೆಲ್ಡ್ ಯಂತ್ರದಲ್ಲಿ, ಆಪರೇಟರ್ನ ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ದೈಹಿಕ ಶಕ್ತಿಯನ್ನು ಪಾವತಿಸುವ ಭಾಗದಲ್ಲಿ ಸೇವಿಸಲಾಗುತ್ತದೆ. ಪೇಯಿಂಗ್ ಆಫ್ ರೀಲ್ ಅನ್ನು ಬದಲಿಸುವುದರಿಂದ ಆಪರೇಟರ್ ಬಹಳಷ್ಟು ಕಾರ್ಮಿಕರನ್ನು ಪಾವತಿಸುವಂತೆ ಮಾಡುತ್ತದೆ. ಗುಣಮಟ್ಟದ ಸಮಸ್ಯೆಗಳು ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ವೈಫಲ್ಯಗಳು ಲೈನ್ ಟು ಲೈನ್ ಕೀಲುಗಳಲ್ಲಿ ಸಂಭವಿಸುವುದು ಸುಲಭ. ದೊಡ್ಡ ಸಾಮರ್ಥ್ಯದಲ್ಲಿ ಪಾವತಿಸುವುದು ಪರಿಣಾಮಕಾರಿ ವಿಧಾನವಾಗಿದೆ. ಪಾವತಿಸುವ ಕೀಲಿಯು ಉದ್ವೇಗವನ್ನು ನಿಯಂತ್ರಿಸುವುದು. ಒತ್ತಡವು ದೊಡ್ಡದಾದಾಗ, ಅದು ಕಂಡಕ್ಟರ್ ಅನ್ನು ತೆಳುಗೊಳಿಸುವುದಲ್ಲದೆ, ವಾಹಕದ ಮೇಲ್ಮೈ ಹೊಳಪನ್ನು ಕಳೆದುಕೊಳ್ಳುವಂತೆ ಮಾಡುತ್ತದೆ, ಆದರೆ ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಅನೇಕ ಗುಣಲಕ್ಷಣಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
2, ಸ್ಟ್ರೆಚಿಂಗ್:ಸ್ಟ್ರೆಚಿಂಗ್ನ ಉದ್ದೇಶವು ಒಂದು ನಿರ್ದಿಷ್ಟ ತಾಪಮಾನದಲ್ಲಿ ಬಿಸಿಮಾಡಲಾದ ಅಚ್ಚಿನ ಹಿಗ್ಗಿಸುವಿಕೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಲ್ಯಾಟಿಸ್ ಬದಲಾವಣೆಯಿಂದಾಗಿ ಗಟ್ಟಿಯಾದ ವಾಹಕವನ್ನು ಮಾಡುವುದು, ಇದರಿಂದಾಗಿ ಆಣ್ವಿಕ ಜಾಲರಿ ಮರುಜೋಡಣೆಯ ನಂತರ ಪ್ರಕ್ರಿಯೆಯಿಂದ ಅಗತ್ಯವಿರುವ ನಮ್ಯತೆಯನ್ನು ಪುನಃಸ್ಥಾಪಿಸಬಹುದು. ಅದೇ ಸಮಯದಲ್ಲಿ, ಸ್ಟ್ರೆಚಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕಂಡಕ್ಟರ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ಉಳಿದಿರುವ ಲೂಬ್ರಿಕಂಟ್ ಮತ್ತು ತೈಲ ಸ್ಟೇನ್ ಅನ್ನು ತೆಗೆದುಹಾಕಬಹುದು, ಇದರಿಂದಾಗಿ ಕಂಡಕ್ಟರ್ ಅನ್ನು ಸುಲಭವಾಗಿ ಚಿತ್ರಿಸಬಹುದು ಮತ್ತು ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಗುಣಮಟ್ಟವನ್ನು ಖಾತರಿಪಡಿಸಬಹುದು.
3, ಚಿತ್ರಕಲೆ:ಪೇಂಟಿಂಗ್ ಎನ್ನುವುದು ಲೋಹದ ವಾಹಕದ ಮೇಲೆ ಎನಾಮೆಲ್ಡ್ ವೈರ್ ಪೇಂಟ್ ಅನ್ನು ಲೇಪಿಸುವ ಪ್ರಕ್ರಿಯೆಯಾಗಿದ್ದು, ನಿರ್ದಿಷ್ಟ ದಪ್ಪದೊಂದಿಗೆ ಏಕರೂಪದ ಬಣ್ಣದ ಪದರವನ್ನು ರೂಪಿಸುತ್ತದೆ.
4, ಬೇಕಿಂಗ್:ಚಿತ್ರಕಲೆಯಂತೆಯೇ, ಬೇಕಿಂಗ್ ಒಂದು ಆವರ್ತಕ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಮೊದಲಿಗೆ, ಬಣ್ಣದ ದ್ರಾವಣದಲ್ಲಿ ದ್ರಾವಕವು ಆವಿಯಾಗುತ್ತದೆ, ನಂತರ ಫಿಲ್ಮ್ ಅನ್ನು ರೂಪಿಸಲು ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ಬಣ್ಣವನ್ನು ಬೇಯಿಸಲಾಗುತ್ತದೆ. ಬೇಯಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮಾಲಿನ್ಯಕಾರಕಗಳು ಉತ್ಪತ್ತಿಯಾಗುತ್ತವೆ, ಆದ್ದರಿಂದ ಕುಲುಮೆಯನ್ನು ತಕ್ಷಣವೇ ಹೊರಹಾಕಲಾಗುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ, ವೇಗವರ್ಧಕ ದಹನ ಬಿಸಿ ಗಾಳಿಯ ಪ್ರಸರಣ ಕುಲುಮೆಯನ್ನು ಬಳಸಬೇಕು. ಅದೇ ಸಮಯದಲ್ಲಿ, ತ್ಯಾಜ್ಯ ವಿಸರ್ಜನೆಯ ಪ್ರಮಾಣವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿರಬಾರದು ಅಥವಾ ತುಂಬಾ ಚಿಕ್ಕದಾಗಿರಬಾರದು. ಏಕೆಂದರೆ ತ್ಯಾಜ್ಯ ವಿಸರ್ಜನೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಶಾಖವನ್ನು ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ ತ್ಯಾಜ್ಯ ವಿಸರ್ಜನೆಯು ಸುರಕ್ಷಿತ ಉತ್ಪಾದನೆ ಮತ್ತು ಉತ್ಪನ್ನದ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಶಾಖದ ನಷ್ಟಕ್ಕೆ ಕಾರಣವಾಗುವುದಿಲ್ಲ.
5, ಕೂಲಿಂಗ್:ಒಲೆಯಲ್ಲಿ ಹೊರಬರುವ ಎನಾಮೆಲ್ಡ್ ತಂತಿಯು ಹೆಚ್ಚಿನ ತಾಪಮಾನ, ಮೃದುವಾದ ಬಣ್ಣದ ಚಿತ್ರ ಮತ್ತು ಕಡಿಮೆ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಸಮಯಕ್ಕೆ ತಣ್ಣಗಾಗದಿದ್ದರೆ, ಮಾರ್ಗದರ್ಶಿ ಚಕ್ರದ ಮೂಲಕ ಹಾದುಹೋಗುವ ಪೇಂಟ್ ಫಿಲ್ಮ್ ಹಾನಿಗೊಳಗಾಗುತ್ತದೆ, ಇದು ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
6, ನಯಗೊಳಿಸುವಿಕೆ:ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ನಯಗೊಳಿಸುವಿಕೆಯು ಟೇಕ್-ಅಪ್ನ ಬಿಗಿತದೊಂದಿಗೆ ಉತ್ತಮ ಸಂಬಂಧವನ್ನು ಹೊಂದಿದೆ. ಎನಾಮೆಲ್ಡ್ ವೈರ್ಗೆ ಬಳಸಲಾಗುವ ಲೂಬ್ರಿಕಂಟ್ ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಮೇಲ್ಮೈಯನ್ನು ಜಾರು ಮಾಡಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ, ತಂತಿಗೆ ಹಾನಿಯಾಗದಂತೆ, ಟೇಕ್-ಅಪ್ ರೀಲ್ನ ಬಲವನ್ನು ಬಾಧಿಸದೆ ಮತ್ತು ಬಳಕೆದಾರರ ಬಳಕೆಯನ್ನು ಬಾಧಿಸದೆ. ಎನಾಮೆಲ್ಡ್ ತಂತಿಯು ಜಾರುವಂತೆ ಮಾಡುವುದು ಆದರ್ಶ ಪ್ರಮಾಣದ ತೈಲವಾಗಿದೆ, ಆದರೆ ಕೈಯಲ್ಲಿ ಯಾವುದೇ ಸ್ಪಷ್ಟವಾದ ಎಣ್ಣೆಯನ್ನು ನೋಡಲಾಗುವುದಿಲ್ಲ. ಪರಿಮಾಣಾತ್ಮಕ ದೃಷ್ಟಿಕೋನದಿಂದ, 1 ಗ್ರಾಂ ನಯಗೊಳಿಸುವ ತೈಲವನ್ನು 1 ㎡ ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಮೇಲ್ಮೈಯಲ್ಲಿ ಲೇಪಿಸಬಹುದು.
7, ವೈರ್ ಟೇಕ್ ಅಪ್:ತಂತಿ ಟೇಕ್-ಅಪ್ನ ಉದ್ದೇಶವು ಎನಾಮೆಲ್ಡ್ ತಂತಿಯನ್ನು ಸ್ಪೂಲ್ಗೆ ನಿರಂತರವಾಗಿ, ಬಿಗಿಯಾಗಿ ಮತ್ತು ಸಮವಾಗಿ ಸುತ್ತುವುದು. ಕಡಿಮೆ ಶಬ್ದ, ಸರಿಯಾದ ಒತ್ತಡ ಮತ್ತು ನಿಯಮಿತ ತಂತಿಯ ವ್ಯವಸ್ಥೆಯೊಂದಿಗೆ ಟೇಕ್-ಅಪ್ ಕಾರ್ಯವಿಧಾನವನ್ನು ಸ್ಥಿರವಾಗಿ ನಡೆಸಬೇಕು.
ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವಿವರವಾಗಿ ತಿಳಿದ ನಂತರ, ಪ್ರಮಾಣಿತ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುವ ಎನಾಮೆಲ್ಡ್ ತಂತಿಯನ್ನು ಉತ್ಪಾದಿಸುವುದು ಸುಲಭವಲ್ಲ ಎಂದು ನೀವು ಭಾವಿಸುತ್ತೀರಾ, ಏಕೆಂದರೆ ಬೇಕಿಂಗ್ ಅಥವಾ ಪೇಂಟಿಂಗ್ನಂತಹ ಪ್ರತಿಯೊಂದು ಪ್ರಕ್ರಿಯೆಯ ಹಂತವು ಎನಾಮೆಲ್ಡ್ ತಂತಿಯ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಮತ್ತು ಅದು ಕಚ್ಚಾ ವಸ್ತುಗಳು, ಗುಣಮಟ್ಟ, ಪರಿಸರ, ಉತ್ಪಾದನಾ ಉಪಕರಣಗಳು ಮತ್ತು ಇತರ ಅಂಶಗಳಿಂದ ಕೂಡ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ, ಆದ್ದರಿಂದ ಉತ್ಪನ್ನದ ಗುಣಮಟ್ಟವು ವಿಭಿನ್ನವಾಗಿರುತ್ತದೆ. ವಿವಿಧ ಎನಾಮೆಲ್ಡ್ ತಂತಿಗಳ ಗುಣಮಟ್ಟದ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಬ್ರಾಂಡ್ಗಳು ವಿಭಿನ್ನವಾಗಿದ್ದರೂ, ಅವು ಮೂಲತಃ ನಾಲ್ಕು ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿವೆ, ಅವುಗಳೆಂದರೆ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು, ರಾಸಾಯನಿಕ ಗುಣಲಕ್ಷಣಗಳು, ವಿದ್ಯುತ್ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಉಷ್ಣ ಗುಣಲಕ್ಷಣಗಳು.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
